
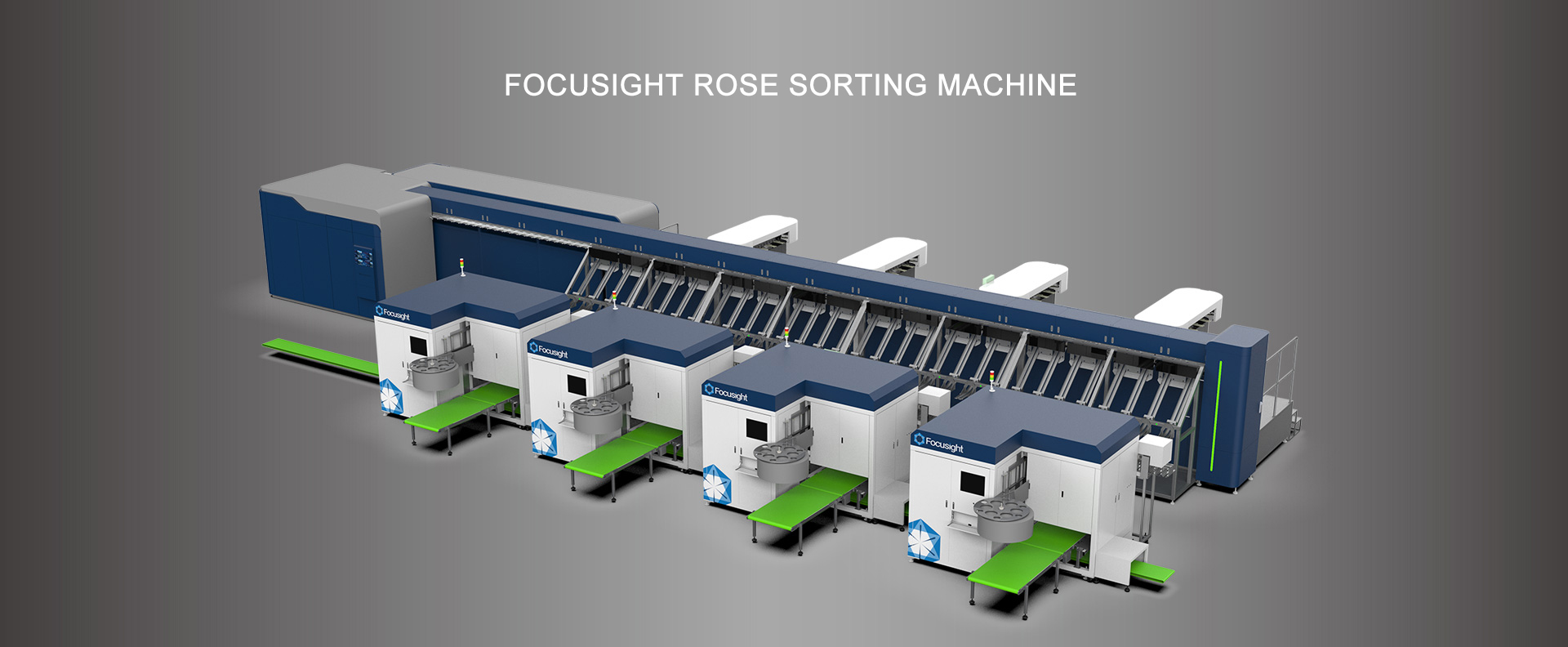
Focusight Rose Sorting Machine
In the core production region of the global flower industry, Focusight has launched an industry-leading intelligent flower sorting system—the world’s first innovative solution to achieve fully automated, intelligent sorting throughout the entire process. The system comprises four core modules: loading, intelligent detection, precise leaf removal, and intelligent sorting bins, enabling fully automated grading of flowers from raw material to finished product.
【Multi-Station Loading System】
Equipped with four standardized loading stations and an innovative human-machine collaboration model, the system requires only five operators to achieve a stable output of 8,000 stems/hour, reducing labor by 60%.
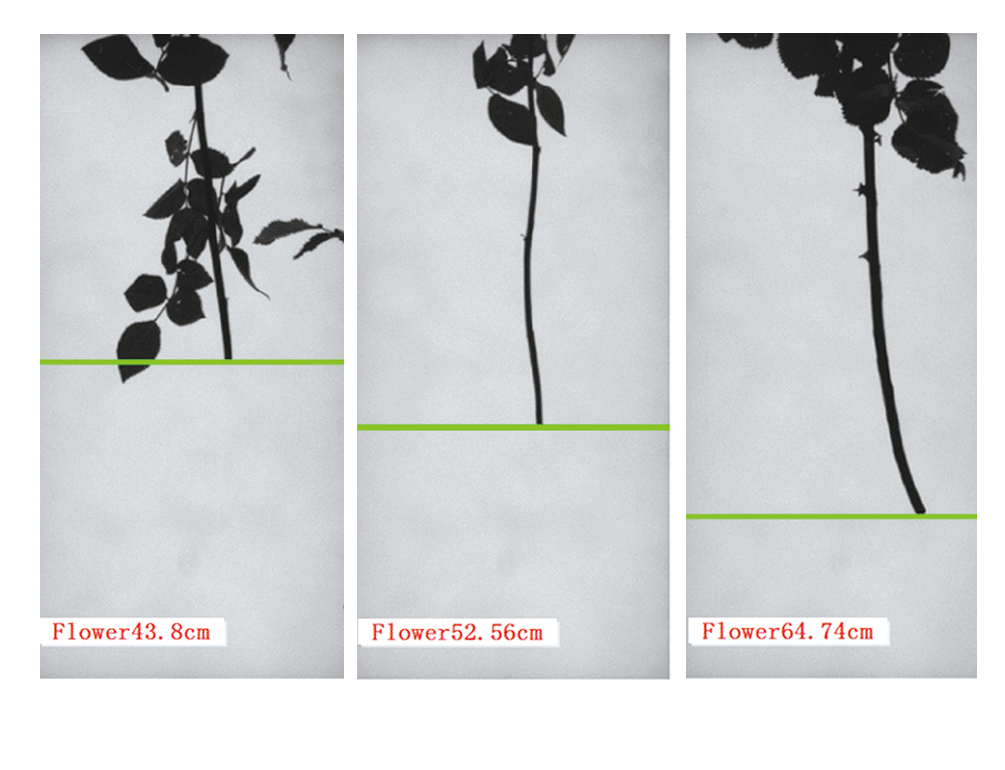
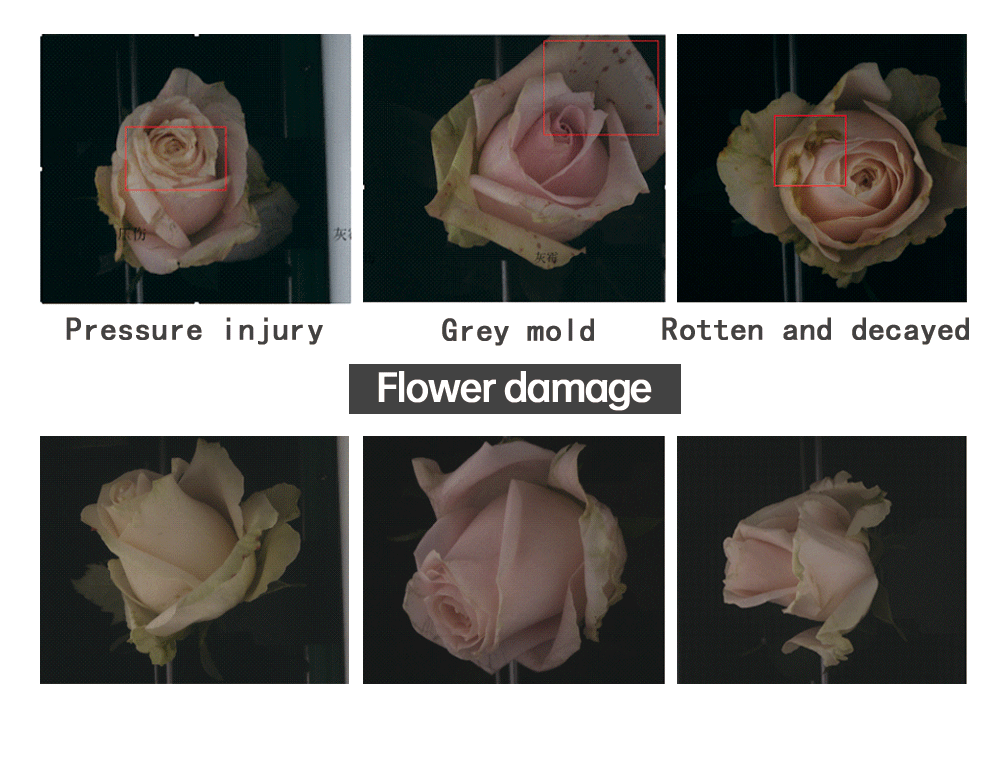
【Intelligent Detection System】
Utilizing internationally advanced vision-based detection technology, the system achieves precise grading across six key indicators: bloom openness, flower head size, stem length, stem thickness, and flower shape identification.
【Intelligent Leaf Removal System】
Configured with nine independent leaf removal units, the system intelligently adjusts operations based on detection data.
【Intelligent Sorting Bin System】
Features 32 professional sorting bins with patented design.
【Central Control System】
Monitors real-time operational status across the entire line. Production data is automatically uploaded to the MES system and supports remote monitoring via mobile devices (phone/tablet). Seamlessly integrates with ERP systems.


Copyright Focusight Technology Co., Ltd. . All rights reserved